Лазерная или плазменная резка металла? Выбор технологии под задачу
В современном производстве и строительстве требования к металлическим деталям постоянно растут: нужна высокая точность, сжатые сроки и, конечно, разумная себестоимость. Выбор технологии раскроя металла — это первый и один из самых ответственных этапов, который напрямую влияет на все последующие операции: гибку, сварку, покраску и финальную сборку. Ошибка на этом шаге может привести к целой цепочке проблем — от необходимости доработки деталей до полного срыва сроков.
По факту, вопрос «лазер или плазма?» — это не поиск универсально «лучшей» технологии. Это инженерная задача, решение которой зависит от материала, его толщины, сложности чертежа и требований к конечному изделию. Цель этого гайда — дать вам, как заказчику, инженеру или руководителю производства, объективный и развернутый анализ обеих технологий. Мы разберём всё досконально: от физики процесса до экономики. Наша задача — вооружить вас знаниями для принятия верного решения, чтобы результат был получен без переделок и возвратов.
Принцип работы: Разбираемся в физике процесса
Чтобы понимать сильные и слабые стороны, нужно сперва заглянуть «под капот» каждого метода. Оба они относятся к термической резке, но источник энергии и способ её воздействия на металл у них кардинально различаются.
Лазерная резка: хирургическая точность света
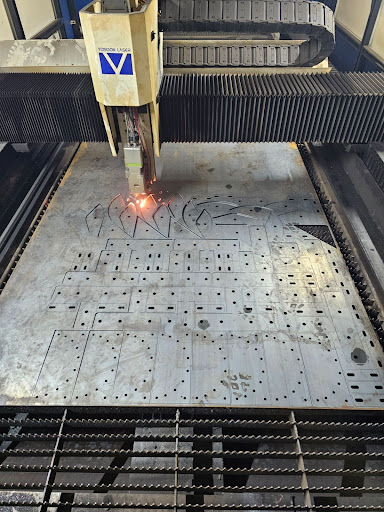
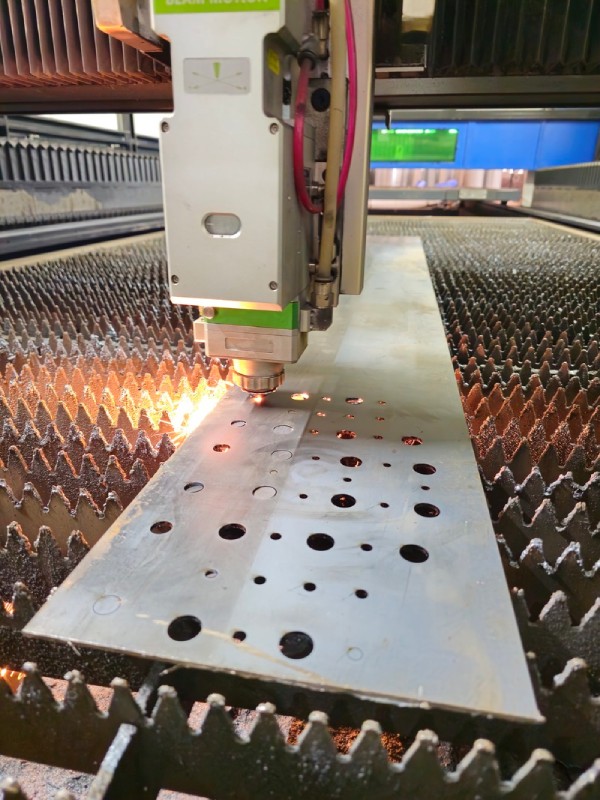
В основе технологии лежит сфокусированный лазерный луч высокой мощности, как правило, генерируемый оптоволоконным (fiber) лазером. Этот луч, проходя через сложную оптическую систему, концентрируется в микроскопическую точку на поверхности металла. Энергия в этой точке настолько велика, что металл мгновенно нагревается до температуры плавления и испарения.
Одновременно с лучом в зону реза под давлением подаётся вспомогательный газ. Его роль критически важна:
Азот (N₂) используется для резки нержавеющей стали, алюминия и цветных металлов. Он работает как охлаждающий агент и выдувает расплав из зоны реза, оставляя идеально чистую, светлую кромку без окислов.
Кислород (O₂) применяется для резки углеродистой («черной») стали. Он вступает в экзотермическую реакцию с железом, то есть дополнительно нагревает металл, что значительно ускоряет процесс резки.
Грубо говоря, лазерный станок — это «хирургический скальпель» в мире металлообработки. Он работает с минимальным тепловложением и высочайшей точностью, что позволяет создавать детали сложнейшей геометрии.
Плазменная резка: управляемая мощь плазмы
Плазменная резка использует для раскроя металла не свет, а струю плазмы — ионизированного газа, разогретого до экстремальных температур (15 000–30 000°C). Процесс устроен так: между электродом в плазменном резаке (плазмотроне) и разрезаемым металлом зажигается электрическая дуга. Через эту дугу под высоким давлением пропускается газ (чаще всего сжатый воздух, реже — кислород, азот или аргон). Газ мгновенно ионизируется, превращаясь в высокотемпературную струю плазмы.
Эта струя, вырываясь из сопла на огромной скорости, буквально расплавляет металл насквозь и выдувает его из зоны реза. Современные системы плазменной резки, такие как Hi-Definition (HD) или X-Definition, используют более сложные конструкции сопел и точный контроль газовых потоков, что позволяет сделать плазменную дугу тоньше и стабильнее, приближая качество реза к лазерному, но всё же не достигая его. Плазменный резак — это «мощный промышленный резак», созданный для быстрой и эффективной разделки металла, особенно больших толщин.
Детальное сравнение: Ключевые отличия в цифрах и фактах
Для объективной оценки сопоставим обе технологии по параметрам, которые напрямую влияют на качество, сроки и стоимость вашего заказа.
Сводная таблица характеристик
Параметр
Лазерная резка
Плазменная резка
Точность и детализация
Очень высокая (допуск ±0,05 – ±0,1 мм). Идеальна для сложных контуров.
Средняя (допуск ±0,5 мм и выше). Подходит для простых форм.
Качество кромки
Гладкая, чистая, перпендикулярная, без окалины. Не требует постобработки.
Шероховатая, с окалиной и небольшим скосом. Часто нужна зачистка.
Толщина металла
Оптимальна для тонких и средних толщин (до 20-25 мм для стали).
Высокая эффективность на толстых металлах (от 20 мм до 150 мм).
Толщина металла
Оптимально до 20-25 мм
Эффективна на любой толщине (до 300 мм и более)
Скорость резки
Очень высокая на тонколистовом металле (до 8-10 мм).
Выше, чем у лазера, при работе с металлами средней и большой толщины.
Зона термического влияния (ЗТВ)
Минимальная. Деталь не деформируется, структура металла не меняется.
Значительная. Возможны коробление и изменение свойств металла у кромки.
Разбор ключевых параметров
Точность и ширина реза (керф): Ширина реза у лазера составляет всего 0,1–0,5 мм, что позволяет вырезать мельчайшие элементы и располагать детали на листе очень плотно (нестинг), экономя материал. У плазмы керф значительно шире — от 1,5 до 5 мм и более. Практический пример: для деталей с пазовыми соединениями погрешность плазмы в 0,5 мм может сделать сборку невозможной, тогда как допуск лазера в 0,1 мм гарантирует, что деталь устанавливается с первого раза.
Качество кромки и постобработка: Это одно из главных отличий. Кромка после лазерной резки — гладкая, перпендикулярная, почти полированная. Детали часто можно сразу отправлять на гибку, сварку или покраску. После плазменной резки кромка шероховатая, с наплывами шлака (особенно снизу) и часто имеет небольшой угол наклона (конусность). В большинстве случаев такие детали требуют дополнительной механической обработки: зачистки шлифмашинкой, снятия грата.
Зона термического влияния (ЗТВ): ЗТВ — это область у кромки реза, где структура металла изменилась под действием высокой температуры. У лазера из-за высокой скорости и концентрации энергии эта зона минимальна. У плазмы нагрев более обширный, что приводит к большей ЗТВ. Последствия: большая ЗТВ может «закалить» кромку, что усложнит последующее сверление или нарезание резьбы. Также на тонких листах (до 4-5 мм) сильный нагрев от плазмы может привести к короблению (деформации) всей заготовки.
Практические сценарии: Когда и что выбрать? Разбираем на примерах
Теория важна, но давайте посмотрим, как выбор технологии работает на реальных задачах.
Сценарий 1: «Декоративная панель для ресторана»
Задача:
Изготовить ажурную перегородку из нержавеющей стали толщиной 2 мм. В чертеже сложный растительный орнамент с тонкими перемычками (3-4 мм) и видимой кромкой, которая должна быть идеальной.
Решение: Только лазерная резка.
Плазма со своим широким резом и сильным нагревом просто сожжёт тонкие перемычки. Лазер же обеспечит ювелирную точность, сохранит все детали узора и даст идеально чистую кромку, готовую к эксплуатации сразу после резки.
Сценарий 2: «Закладные детали для фундамента»
Задача:
Срочно изготовить партию из 300 закладных пластин из углеродистой стали толщиной 30 мм. Геометрия простая — прямоугольник с четырьмя отверстиями. Точность до миллиметра не критична, так как детали будут закладываться в бетон, а кромки — привариваться к арматуре.
Решение: Однозначно плазменная резка.
На такой толщине она будет в несколько раз быстрее и, соответственно, дешевле лазера. Шероховатость кромки и возможная окалина здесь не играют никакой роли и не требуют зачистки.
Сценарий 3: «Корпуса для электрооборудования»
Задача:
Производство серийной партии корпусов из оцинкованной стали 1,5 мм. В развёртке множество точных отверстий под крепёж, разъёмы и вентиляционные решётки. Геометрия должна быть идеальной для последующей высокоточной гибки.
Решение: Лазерная резка.
Она гарантирует 100% повторяемость всех размеров от детали к детали, что критично для серийной сборки. Минимальное тепловложение не повредит цинковое покрытие у кромки и не вызовет деформацию тонкого листа.
Что влияет на итоговую стоимость? Считаем не только резку
Частая ошибка — сравнивать технологии только по «цене за погонный метр реза». Это в корне неверно. Важно считать итоговую стоимость готовой детали, которая включает в себя несколько факторов.
Общие факторы:
Тип и толщина металла: Чем толще и прочнее металл, тем дороже резка.
Общая длина реза: Чем длиннее контур детали, тем выше цена.
Сложность контура: Большое количество отверстий и проколов увеличивает время работы станка и, соответственно, стоимость.
Специфика технологий:
Лазер: В стоимость закладывается цена и расход вспомогательных газов (чистый азот дороже воздуха), а также амортизация дорогих расходников (линзы, сопла, защитные стёкла).
Плазма: Основные затраты — это электроэнергия и быстрый износ расходных материалов (электроды, сопла).
Стоимость постобработки:
Это ключевой момент. Если после плазменной резки требуется час работы слесаря для зачистки каждой детали, вся первоначальная экономия на резке может исчезнуть. Лазерная резка часто позволяет полностью исключить этот этап.
Всегда оценивайте «стоимость готовой детали». Наша задача при расчёте — провести доскональную проверку вашего ТЗ и предложить вариант, который будет экономически оправдан в итоге, а не только на бумаге.
Типичные ошибки при выборе
Исходя из нашего опыта, мы выделили несколько распространённых ошибок, которые приводят к переплатам и браку.
Погоня за самой низкой ценой за метр. Это главная ловушка. Дешёвый плазменный рез на детали, требующей точности, обернётся затратами на шлифовку, а в худшем случае — полной переделкой партии.
Использование одной технологии для всех задач. Подход «мы всё режем плазмой, потому что привыкли» не работает. Для тонкой нержавейки или сложных деталей он губителен.
Игнорирование последующих операций. Если деталь после резки идёт на высокоточную гибку или роботизированную сварку, малейшие отклонения в геометрии, вызванные плазменной резкой, могут остановить всю производственную линию.
«Цинк Мастер» - ваш надежный партнер в металлообработке
Как видите, у каждой технологии есть своя ниша, свои сильные стороны и свои ограничения. Выбор между лазером и плазмой — это всегда инженерная задача, а не маркетинговая.
Если вам нужна высокая точность, идеальная кромка, сложная геометрия и работа с тонким металлом — ваш выбор лазер.
Если ваша задача — быстрый раскрой толстого металла, простые формы и экономия на самой резке — ваш выбор плазма.
Позиция «Цинк Мастер» — быть для вас не просто исполнителем, а технологическим консультантом. Мы не станем предлагать лазер там, где с задачей быстрее и дешевле справится плазма, и никогда не возьмемся резать плазмой то, что требует лазерной точности. Наш подход — вникнуть в вашу задачу и предложить решение, оптимальное по качеству, срокам и бюджету.
Присылайте ваши чертежи. Мы проверим их, зададим правильные вопросы и поможем сделать верный выбор. Наша философия качества — это ваш предсказуемый результат с первого раза.




 В основе технологии лежит сфокусированный лазерный луч высокой мощности, как правило, генерируемый оптоволоконным (fiber) лазером. Этот луч, проходя через сложную оптическую систему, концентрируется в микроскопическую точку на поверхности металла. Энергия в этой точке настолько велика, что металл мгновенно нагревается до температуры плавления и испарения.
В основе технологии лежит сфокусированный лазерный луч высокой мощности, как правило, генерируемый оптоволоконным (fiber) лазером. Этот луч, проходя через сложную оптическую систему, концентрируется в микроскопическую точку на поверхности металла. Энергия в этой точке настолько велика, что металл мгновенно нагревается до температуры плавления и испарения.