Рассмотрим реальные производственные задачи, где выбор технологии становится очевидным.
Сценарий 1: «Производство шестеренок из закаленной стали»
Задача:
Вырезать детали из термообработанной стали 15 мм. Важно не нарушить закаленный слой (твердость) у кромки.
Решение: Только гидроабразивная резка.
«Холодный» рез ГАР гарантирует сохранение структуры и твердости материала по всей детали.
Что было бы при ошибке?
Лазерная резка своим нагревом привела бы к «отпуску» металла у кромки. Такая шестерня износилась бы в 5-10 раз быстрее, что неизбежно вызвало бы поломку всего механизма.
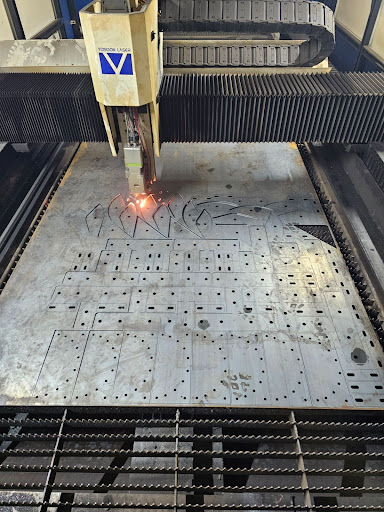
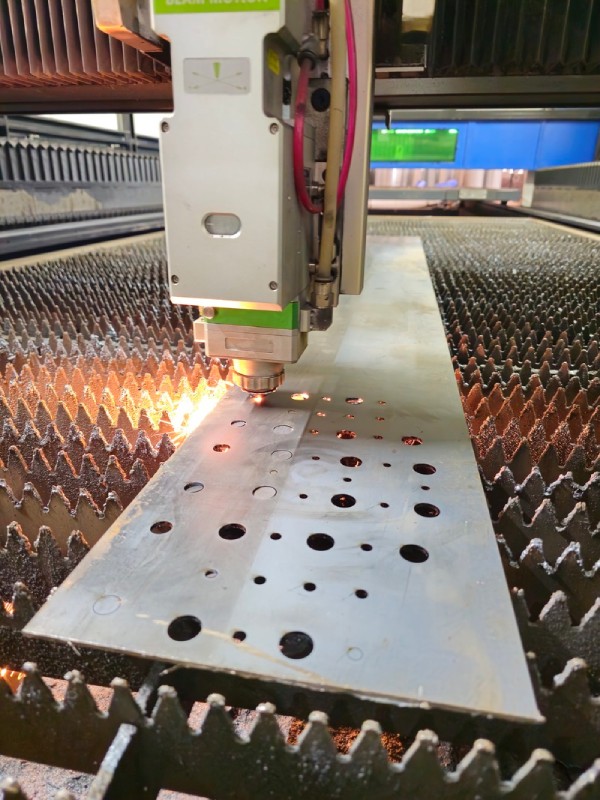
Сценарий 2: «Серийный раскрой корпусных деталей»
Задача:
Изготовить 1000 корпусов из углеродистой стали 1,5 мм. Нужна высокая скорость, повторяемость и низкая себестоимость.
Решение: Однозначно лазерная резка.
На этой задаче она будет в десятки раз быстрее и дешевле гидроабразива, обеспечив при этом более чем достаточную точность. Мы набили руку на подобных серийных заказах.
Что было бы при ошибке?
Выбор гидроабразива увеличил бы срок производства с нескольких дней до нескольких недель, а себестоимость каждой детали выросла бы в разы, сделав проект нерентабельным.
Сценарий 3: «Изготовление фланцев из толстой меди»
Задача:
Вырезать несколько сложных фланцев из меди толщиной 40 мм. Медь — материал с высокой отражающей способностью и теплопроводностью.
Решение: Гидроабразивная резка.
Для лазера это почти невыполнимая задача. ГАР же справится с ней без проблем.
Что было бы при ошибке?
Попытка резать лазером привела бы к высокому проценту брака, возможному повреждению оборудования из-за отраженного луча и непредсказуемому качеству кромки.




 Понимание сути технологий — ключ к правильному выбору. Одна режет огнём, другая — водой и камнем.
Понимание сути технологий — ключ к правильному выбору. Одна режет огнём, другая — водой и камнем.