








Оставьте заявку
на расчет стоимости
на расчет стоимости
Только телефон и мы в деле.

Адрес офиса:
г. Минск, пр-т. Пушкина 68, оф.76
Мы онлайн, пишите



Меню сайта


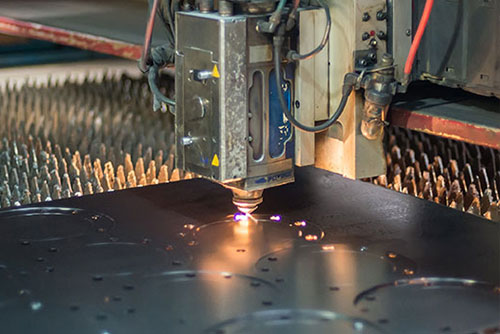
Гидравлическая ЧПУ-гибка нержавейки: точность до ±0,1 мм, толщина до 4 мм, усилие 100 тонн

Выполнение заказа
от 24 часов

От 1 детали
до серийных партий

Накопительная система
скидок до 20%
Наша компания «Цинк Мастер» выполняет гибку нержавеющей стали на гидравлических прессах с числовым программным управлением. Опыт в металлообработке — более 14 лет. Мы работаем с листами толщиной до 4 мм, соблюдая точные параметры углов изгиба, радиусов и допусков по чертежам заказчика. Нержавейка требует профессионального подхода: при изгибе важно учитывать высокую упругость, сопротивление пластической деформации и коррозионную стойкость. Мы подбираем режимы под конкретную марку стали, избегаем трещин, пружинения и сохраняем точную геометрию изделий. Возможен выпуск от одной детали до партии, включая изделия по индивидуальному проекту.
Гибка нержавеющей стали — это точный и эффективный метод формообразования, при котором не нарушаются структура металла и его антикоррозионные свойства. Благодаря холодной обработке и управляемому усилию на гибочных прессах с ЧПУ, детали сохраняют прочность, точные размеры и эстетичную поверхность без повреждений. Мы обеспечиваем повторяемость параметров и стабильное качество на всех объемах производства.
 Точность гибки до ±0,1 ммПовторяемость параметров в серийных партияхКомпенсация пружинения и прогиба нержавейкиРабота по 3D-чертежами CAD-моделямМинимизация брака и стабильность результата
Точность гибки до ±0,1 ммПовторяемость параметров в серийных партияхКомпенсация пружинения и прогиба нержавейкиРабота по 3D-чертежами CAD-моделямМинимизация брака и стабильность результата








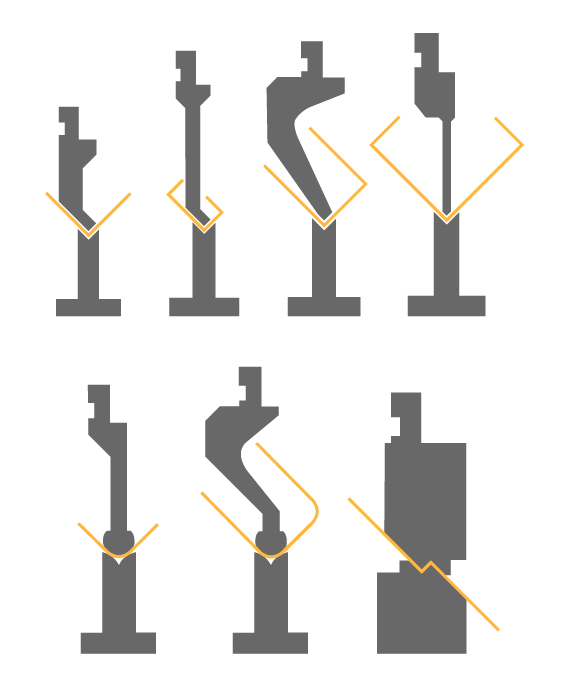
В зависимости от конструкции изделия, толщины листа и марки стали, для гибки нержавейки применяются различные технологические подходы. Мы используем современные инструменты и оснастку, что позволяет получать точную геометрию даже при сложных изгибах.
Методы, которые применяются на нашем оборудовании:
Каждый метод подбирается с учётом свойств нержавейки: упругости, склонности к пружинению, требуемой точности и допустимых радиусов изгиба.
Выбор марки нержавеющей стали для гибки зависит от требований к конечному изделию: условий эксплуатации, уровня прочности, сложности формы и устойчивости к коррозии. Разные марки обладают различной пластичностью, поэтому важно учитывать, как они поведут себя при холодной деформации. На практике наиболее широко применяются аустенитные и ферритные стали, которые лучше всего сочетают формуемость и устойчивость к агрессивным средам.
| Марка стали | Особенности при гибке и применение |
|---|---|
| AISI 304 | Универсальная марка, хорошо гнётся, устойчива к коррозии; применяется в пищевой, химической и архитектурной сферах. |
| AISI 316 | Повышенная стойкость к хлоридной коррозии; подходит для морской воды и фармацевтики; отлично поддается гибке. |
| AISI 316Ti | Хорошо формуется; устойчива к межкристаллитной коррозии; используется при высоких температурах и в агрессивных средах. |
| AISI 321 | Термостойкая, стабилизирована титаном; подходит для сварных и гибочных конструкций, эксплуатируемых при нагреве. |
| AISI 301 | Прочная, хорошо деформируется холодом; упрочняется при гибке; используется в медицине, электронике, приборостроении. |
| AISI 430 | Ферритная, поддается гибке, но менее пластична; применяется в быту, автоиндустрии и декоративных конструкциях. |
Если вы не уверены в выборе марки, наши инженеры помогут подобрать оптимальный сплав для ваших задач с учётом требований к геометрии, условиям эксплуатации и стойкости материала.

01
Усилие 100 тонн
Гнёт прочные и толстые металлы без деформаций
02
ЧПУ Delem DA-53T
Умное управление процессом гибки
03
Компенсация прогиба
Размеры соответствуют чертежу по всей длине
04
Точность до ±0,1 мм
Идеальная геометрия без доработки
Стоимость гибки нержавейки зависит от толщины листа, длины заготовки, сложности гиба и объема заказа. Чем больше длина и толщина металла — тем выше усилие и время обработки. При большом количестве гибов применяется понижающий коэффициент, что позволяет оптимизировать стоимость.
| Количество гибов | Коэффициент |
|---|---|
| от 1 до 10 | 2.5 |
| от 11 до 201,5 | 2.0 |
| от 21 до 50 | 1.5 |
| от 51 до 200 | 1.0 |
| от 201 и более | 0.85 |
| Толщина, мм | 500 мм | 1000 мм | 1500 мм | 2000 мм | 2500 мм | 3000 мм |
|---|---|---|---|---|---|---|
| от 0,35 до 0,8 мм | от 0,77 | от 1,2 | от 1,65 | от 2,1 | от 2,6 | от 2,95 |
| от 1 до 1,5 мм | от 0,77 | от 1,3 | от 1,75 | от 2,1 | от 2,65 | от 3,15 |
| 2 мм | от 0,88 | от 1,3 | от 1,8 | от 2,2 | от 2,75 | от 3,25 |
| 2,5 мм | от 0,95 | от 1,35 | от 1,9 | от 2,5 | от 2,95 | от 3,4 |
| 3 мм | от 1 | от 1,45 | от 2,1 | от 2,65 | от 3,15 | от 4,25 |
| 4 мм | от 1,1 | от 1,75 | от 2,5 | от 3,25 | — | — |

Сверяем изделия между разделами АР и КР, устраняя несостыковки до запуска в производство.
Тщательно изучаем проект: анализируем чертежи, проверяем размеры, рассчитываем длины и радиусы гибов.
Уточняем все параметры изделия — вид, габариты, толщину нержавейки, радиусы, тип соединения.
Выезжаем на объект для уточнения условий и консультируем по технологичности гибки нержавейки.
Примеряем изделия до миллиметра, согласуем допуски с технадзором, исключаем риск ошибок на объекте.
Изготавливаем пробный образец перед серией — особенно важно при нестандартных конфигурациях и гибке по радиусу.









































Пн-Чт: 8-17 Пт: 8-15
+375 (29) 509-42-63Пишите нам

Жавнерчик Елена
Начальник Отдела Продаж
ООО “Цинк Мастер”
Юридический и почтовый адрес: 220073, РБ, г. Минск
пр-т. Пушкина, 68, оф.76
Пн-Чт: 8:00-17:00
Пт: 8.00-15.00
Склад: отгрузка товаров, выписка ТН, ТТН
г. Минск, пр-т. Пушкина 68
Время отгрузки:
Пн-Чт. 8:00-17:00
Пт: 8:00-15:00
Обед: 12:00-12:30
Пишите в мессенджеры
До встречи в офисе



До встречи на производстве



Карта: Схема проезда