Внешне все говорят одно и то же: «точно», «быстро», «качественно». Но на деле уровень исполнителей разный. Ниже — ориентиры, по которым можно понять, с кем действительно надежно работать.
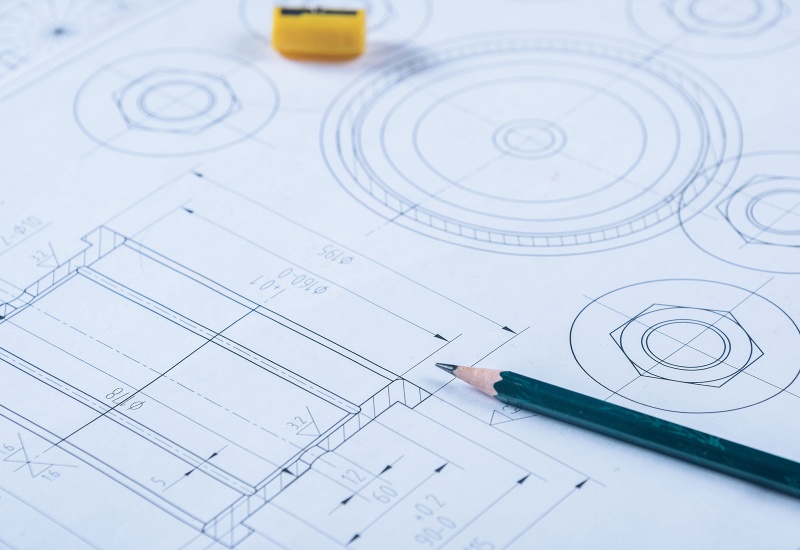
Опыт и портфолио
Сколько лет в металлообработке, какие отрасли — мебель, строительство, вентиляция, машиностроение. Есть ли примеры «чертеж → готовое изделие» с реальными фото и допусками
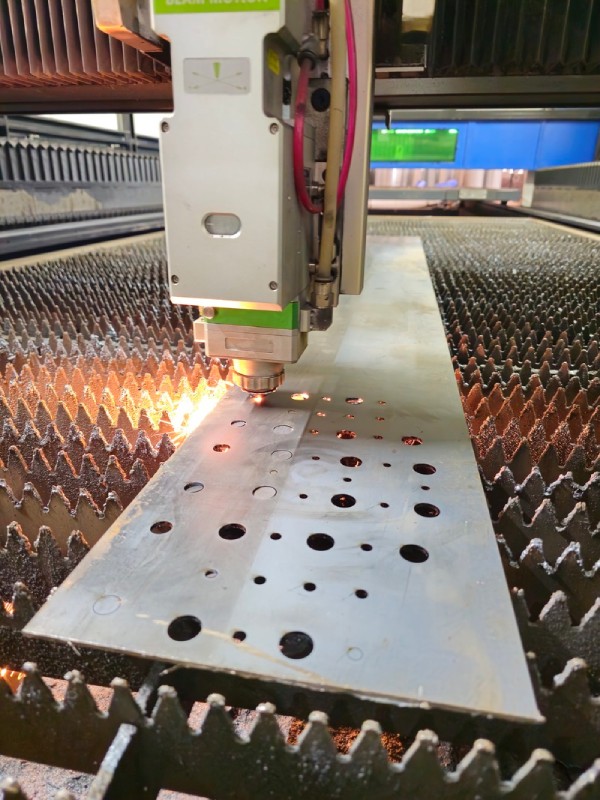
Оборудование
Уточняйте: усилие пресса, длина гиба, количество осей, наличие коронирования (компенсации прогиба), система измерения угла. Чем выше освещенность — тем меньше человеческого фактора.
Технологичность
Готов ли подрядчик подсказать по развёртке, скорректировать геометрию, предложить вариант без сварки. Уточняем, предлагаем, просчитываем — это часть нормального техподхода.
Контроль качества
Есть ли операционный и итоговый контроль, делаются ли замеры, ведётся ли фиксация отклонений. Важно, чтобы контроль был не «на глаз», а по чек-листу или шаблону.
Материалы и защита
Работают ли с вашими металлами (например, с анодированным алюминием или с оцинковкой). Есть ли опыт аккуратной гибки окрашенных листов, применение защитных прокладок, бережная упаковка.
Сроки и логистика
Уточняем заранее: есть ли очередь, как планируется запуск, возможен ли самовывоз, делают ли частичные отгрузки. Если нужно срочно — сразу обсуждается доступность смен и ночных запусков.
Смежные операции
Наличие лазерной резки, сверловки, сварки, окраски. Один подрядчик «под ключ» — это проще по срокам и гарантии.
Пилотный образец
Можно ли сделать пробную деталь до запуска серии. Это важно, если углы «критичны» — например, под посадку в жёсткий проём.
Гарантии
Какие условия по переделке, что считается браком, кто покрывает перерасход. У нормального подрядчика это прописано, а не «как пойдёт».
Коммуникация
Закрепленный менеджер, быстрые ответы, понятная схема согласования. По факту — насколько удобно взаимодействовать.